Espace flottant
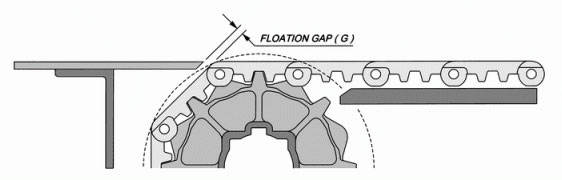
Lors de l'adoption de la bande transporteuse pour le mouvement de rotation.la section en arc du convoyeur se joindra au convoyeur droit et les deux extrémités de la section en arc doivent être guidées vers la ligne droite, puis le convoyeur fonctionnera en douceur.
Le rayon intérieur nécessite au moins 2,2 fois la largeur de la bande transporteuse.
STL1 ≧ 1,5 XW ou STL1 ≧ 1000 mm
Un seul virage ne se limite pas à 90° ;il doit obéir à la limitation du rayon de braquage et réaliser la conception de 15°, 30°, 45°, 60°, 75°, 90°,.... à 360°.
Tableau de référence dimensionnel des espaces flottants (G)
| unité : mm | ||||
| Série | Épaisseur de la ceinture | Diamètre du pignon (PD) | Nombre de dents | Espace flottant ( G ) |
| 100 | 16 | 133 | 8 | 5.6 |
| 164 | 10 | 4.5 | ||
| 196 | 12 | 4.0 | ||
| 260 | 16 | 3.0 | ||
| 200 | 10 | 64 | 8 | 2.6 |
| 98 | 12 | 1.7 | ||
| 163 | 20 | 1 | ||
| 300 | 15 | 120 | 8 | 4.3 |
| 185 | 12 | 3.3 | ||
| 400 | 7 | 26 | 8 | 1 |
| 38,5 | 12 | 0,3 | ||
| 76,5 | 24 | 0 | ||
| 500 | 13 | 93 | 12 | 1.3 |
| 190 | 24 | 0,5 | ||
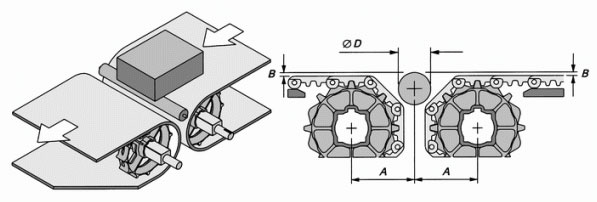
Assiette morte
Nous recommandons d'adopter de l'acier au carbone d'une épaisseur supérieure à 5 mm, de l'acier inoxydable ou de l'acier allié de haute dureté, etc. comme matériau pour la fabrication de la plaque morte.Il est important de prendre en compte chaque espace de la position de transfert, pour que les produits chargés passent sans problème à travers la position de transfert.
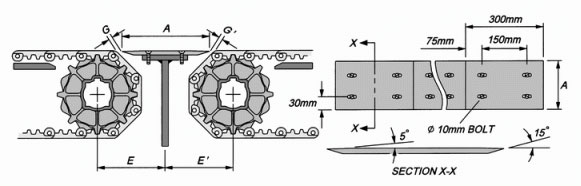
Veuillez vous référer au chapitre Dimension de base dans les spécifications de conception pour obtenir la valeur C, et à l'espace flottant dans ce chapitre pour obtenir la valeur G, puis utilisez la formule ci-dessous, le résultat du calcul sera la dimension réelle de l'espace flottant.
FORMULE:
E = CX 1,05
UNE = ( 2 XE ) ( G + G' )
Spécification de conception du transfert latéral
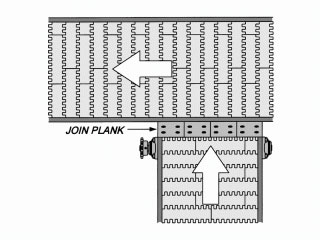
Généralement, l'application de transfert à 90 degrés est couramment utilisée dans la procédure de transport intégral.Nous vous recommandons d'adopter la courroie tournante HOMGSBELT ;cela peut vous faire utiliser l'espace de manière flexible.
Si l'espace d'usine n'est pas assez grand pour le rayon de braquage minimum de la courroie tournante HOMGSBELT, il est nécessaire d'adopter une conception de transfert latéral dans le cadre pour résoudre ce problème.
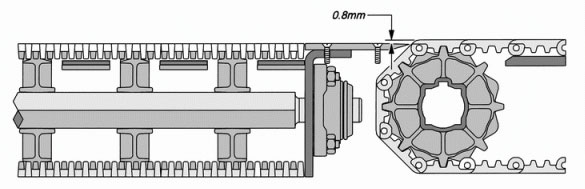
Rouleaux auxiliaires
Pour la conception de la position de transfert entre deux convoyeurs, si le fond des produits de chargement est plat et que sa longueur est supérieure à 150 mm, à l'exception de la plaque morte, il peut également utiliser un rouleau de transfert auxiliaire pour aider la bande transporteuse à obtenir un transfert fluide et meilleur. mouvement pendant le fonctionnement.
Spécification de conception des rouleaux de transfert auxiliaires en position d'entraînement/de renvoi
| unité : mm | ||||||
| Série | Épaisseur (ceinture) | Diamètre du pignon. | Nombre de dents | Un (min.) | B (min.) | D (max.) |
| 100 | 16 | 133 | 8 | 85 | 0~1 | 34 |
| 164 | 10 | 100 | 40 | |||
| 196 | 12 | 116 | 50 | |||
| 260 | 16 | 150 | 66 | |||
| 200 | 10 | 64 | 8 | 47 | 20 | |
| 98 | 12 | 63 | 25 | |||
| 163 | 20 | 95 | 40 | |||
| 300 | 15 | 120 | 8 | 88 | 40 | |
| 185 | 12 | 106 | 44 | |||
| 400 | 7 | 26 | 8 | 20 | 10 | |
| 38,5 | 12 | 28 | 15 | |||
| 76,5 | 24 | 53 | 25 | |||
| 500 | 13 | 93 | 12 | 64 | 25 | |
| 190 | 24 | 118 | 40 | |||
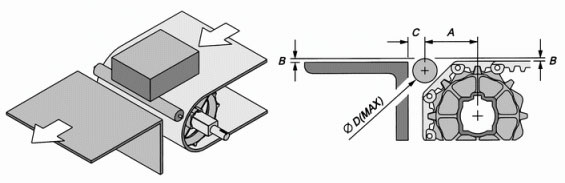
Spécification de conception des rouleaux de transfert auxiliaires dans le transfert de plate-forme
| Unité : mm | |||||||
| Série | Épaisseur (ceinture) | Diamètre du pignon. | Nombre de dents | Un (min.) | B (min.) | C (min.) | D (max.) |
| 100 | 16 | 133 | 8 | 74 | 0~1 | 23 | 20 |
| 164 | 10 | 92 | 28 | 25 | |||
| 196 | 12 | 106 | 33 | 30 | |||
| 260 | 16 | 138 | 41 | 38 | |||
| 200 | 10 | 64 | 8 | 42 | 18 | 15 | |
| 98 | 12 | 60 | 21 | 18 | |||
| 163 | 20 | 93 | 28 | 25 | |||
| 300 | 15 | 120 | 8 | 76 | 28 | 25 | |
| 185 | 12 | 108 | 30 | 27 | |||
| 400 | 7 | 26 | 8 | 17 | 9 | 6 | |
| 38,5 | 12 | 24 | 12 | 9 | |||
| 76,5 | 24 | 45 | 18 | 15 | |||
| 500 | 13 | 93 | 12 | 56 | 18 | 15 | |
| 190 | 24 | 108 | 28 | 25 | |||
Dispositif de guidage
Lorsque des plaques mortes ou des rouleaux de transfert auxiliaires sont utilisés pour la position de transfert du système de convoyeur, pour la différence de vitesse linéaire ou la force centrifuge, les produits seront éjectés ou s'écarteront de la position centrale de la bande.Pour le moment, il est nécessaire d'installer le dispositif de guidage pour aider les produits à passer sans problème à travers la position de rotation et dans la zone de transport efficace.
Spécification de conception du rouleau de guidage
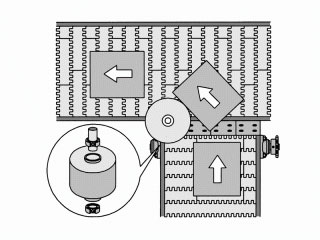
Les rouleaux de guidage sont généralement constitués d'un matériau métallique.Son rayon de guidage est d'environ 1/4 de la largeur effective de la courroie.Si les produits de chargement doivent améliorer le frottement, ils doivent adopter un matériau en caoutchouc ou en PVC pour envelopper la surface des rouleaux de guidage.Il est particulièrement adapté au chargement important ou lourd de produits à transporter.L'utilisation de roulements à billes pour le rouleau de guidage peut rendre la rotation du rouleau plus fluide.
Spécification de conception du rail de guidage
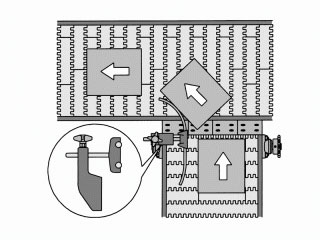
La plupart des dispositifs de guidage sont généralement constitués d'un matériau plastique à faible friction, tel que l'UHMW, le HDPE, etc.Il peut être conçu sous de nombreuses formes ou apparences pour répondre aux exigences d'installation.Les rails de guidage conviennent au chargement de taille moyenne ou miniature des applications de transport.Les rails de guidage sont également fabriqués en matière plastique avec un frottement moindre.Les fabricants peuvent proposer de nombreux rails de guidage de toutes sortes de formes pour répondre aux demandes des clients.
Lorsque le système de convoyeur adopte la plaque morte ou le roulement auxiliaire d'un convoyeur à un autre à un angle de 90 degrés, la combinaison de rouleaux de guidage avec des rails de guidage rendra la procédure de transport plus fluide et plus facile.
Veuillez faire attention si les produits heurteraient le rail de guidage extérieur en raison de la force centrifuge lorsque la courroie atteint le point de retournement, ou dépasseraient la plage effective de transport de la courroie et entraîneraient un empilement des produits et un blocage de la ligne de production.En général, la largeur effective de la bande doit être supérieure à la largeur maximale des produits chargés.